
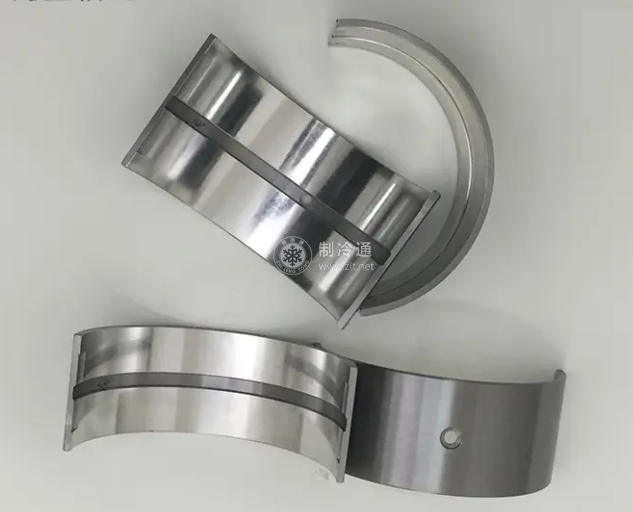
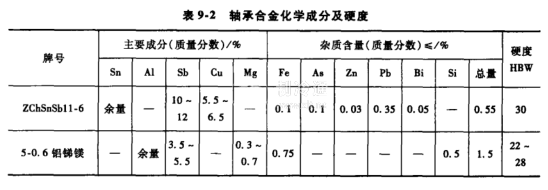
(1)現代壓縮機的軸瓦多數采用薄壁結構,由鋼殼與軸承合金組成,如圖9-1和圖9-2所示。鋼殼一般用優質碳鋼08、10或15號制造。軸承合金常用ZChSnSb11-6或5-0.6鋁銻鎂合金,其合金的化學成分和硬度如表9-2所示。
(2)制造工藝要點
1)毛坯。毛坯一般選用無縫鋼管,或用鋼板卷成簡形。毛坯尺寸應按瓦的直徑加上兩瓣統開的切口量,再加上內、外的加工量。
2)精車。精車外徑的尺寸公差為h6,表面粗糙度值Ra為1.26um;車內徑的尺寸公差為H6,表面粗糙度值Ra為1.26um。保證壁厚的一致性,一般厚度偏差為_.a2mm;按瓦寬度尺寸車端面,表面粗糙度值Ra為3.2um,其尺寸偏差一般為±0.15mm。
3)澆注軸承合金。按圖樣規定的軸承合金進行澆注,詳見3-22問答。
4)精車內徑。以外圓為定位基準,精車內圓直徑,其尺寸公差為H6。表面粗糙度值Ra應達0.4um,應保證壁厚,一般偏差為8.o2mm。與此同時,進行車油-0.02槽、倒角等。
5)銑瓦口。銑開兩瓣,并留有研刮余量,并銑瓦口斜坡口、鉆油孔等。此時瓦口是張開的。
6)研瓦口。保證軸瓦余面高度研刮瓦口,其表面粗糙度值Ra為1.25um。
7)鍍錫。軸瓦加工完成后,非工作表面鍍錫,其厚度為0.002~0.003mm。鍍層應均勻,不應有鍍瘤。
(3)技術要求
①薄壁軸瓦合金層和鋼殼應牢固結合,不應有脫殼現象。內圓面應光潔,不應有夾雜物和孔眼。
②軸瓦面和對開平面應光潔平整,不應有裂紋、劃傷、碰傷和壓傷等影響質量的缺陷。
③鋼殼外圓的貼合度,用涂色法檢查。軸瓦內徑<180mm時,不少于85%;內徑>180mm時,不少于70%。
④軸瓦在壓緊狀態下,對口平面對外圓母線的平行度,在100mm長度內不大于0.02mm。







