
機身(曲軸箱)的修復如下。
1.機身(曲軸箱)的軸承孔或軸承座孔表面磨損的修復
(1)軸承孔磨損的原因由于承受循環(huán)載荷的滾動軸承的外圈和內圈同孔或軸的配合表面過盈量小,或配合表面的粗糙度值過高,在運行過程中可能產生相對轉動或爬行而產生磨損。
(2)修復的方法1)刷鍍法。磨損量<0.5mm,且均勻時,可用刷鍍法修復。因為刷鍍可嚴格控制尺寸,所以刷鍍后可不用加工。刷鍍技術的核心是刷鍍溶液。
2)噴涂法。磨損量很大,且極不均勻時,可用金屬噴涂方法修復。采用金屬噴涂方法,最后要按標準要求精加工到規(guī)定的尺寸。
3)鑲套粘結法。采用鑲套粘結法是應用無機粘結技術,如圖3-30所示。
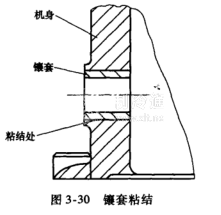
被粘結表面應盡可能做得粗髓些,粗糙度值一般為Ra50~25μm;或成淺螺紋溝,例如用60°尖刀車削,其切削深度為0.3mm,進給量為0.5~0.7mm/r。軸和孔的配合間隙為0.2~0.4mm。如果粘度足夠并附加螺紋擰緊,則可獲得更滿意的效果。
在應用特制的氧化銅粉和特殊處理的磷酸鋁溶液時,其配比為4~4.5g藥粉加入1mL液體均勻調和。粘結過程為:首先將粘結表面按要求加工好;將被粘結表面用丙酮或四氯化碳清洗干凈;調膠
(按比例調均勻);粘結;最后烘烤。每一步驟都很重要,尤其是調膠,應特別注意。
(3)修理技術要求
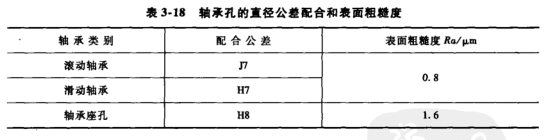
①軸承孔的直徑公差配合和表面粗糙度要求見表3-18。
②孔的圓度和圓柱度:孔徑D≤200mm時,不低于7級精度;孔徑D>
200mm時,不低于8級精度。
③孔軸心線的同軸度:軸承孔與軸承座孔(L形、V形和W形等機身或曲軸箱)的軸心線對它們的公共軸心線的同軸度不低于8級精度。
2.機身(曲軸箱)油池滲油的修復油池經過檢查發(fā)現(xiàn)滲油時,可用浸滲技術進行修復,其方法有內壓浸滲法和真空壓力浸滲法兩種。浸滲劑有水玻璃型、合成樹脂型和厭氧型三種,水玻璃型沒滲劑應用比較廣泛。修復后,需用煤油試漏,不見印出油痕即可。







