
(1)筒節(jié)縱縫裝配
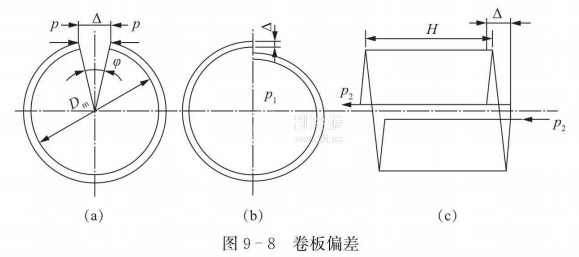
筒節(jié)在壓力容器的制造過程中,至少有一條縱縫是在卷制成型后組焊的,由于縱縫的組裝沒有積累誤差,組裝質(zhì)最較易控制,但對于壁厚為20-45 mm,直徑為1 000~6 000 mm的筒節(jié),若彎曲過程控制不好,就會產(chǎn)生如圖9一8所示的偏差,從而給組裝帶來麻煩。
(2)殼體環(huán)縫的組裝
環(huán)焊縫的組裝比縱焊縫困難一方面由于制造誤差,每個筒節(jié)和封頭的圓周長度往往不同,即直徑大小有偏差;另一方面,筒節(jié)和封頭往往有一定的圓度誤差。此外組裝時還必須控制環(huán)縫的間隙,以滿足容器最終的總體尺寸要求。由于環(huán)縫組裝復雜性高和需要大的工作量,因此,對機械化組裝設備的需求是很迫切的。
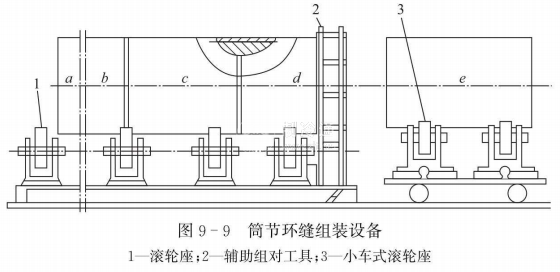
圖9-9是國內(nèi)目前常用的筒節(jié)環(huán)縫組裝設備。小車式滾輪座可以上下、前后活動,能調(diào)節(jié)到合適的位置,以便與置于固定輪座上的筒節(jié)組對。然后用幾塊長條預焊搭板焊上,搭板數(shù)量應盡量少。組對中可用撐圓器、間調(diào)節(jié)器簡式萬能夾具和單缸油壓頂圓器等輔助具和有關量具來矯正、對中、對齊。







