
彎管可分為冷彎和熱彎兩種方法。
制作彎管時盡可能在彎管機上冷彎,或選用成品沖壓彎頭。管子外徑為57mm及以上時,一般應采用熱彎。
小管徑管道可使用彎管器冷彎,見圖1一64
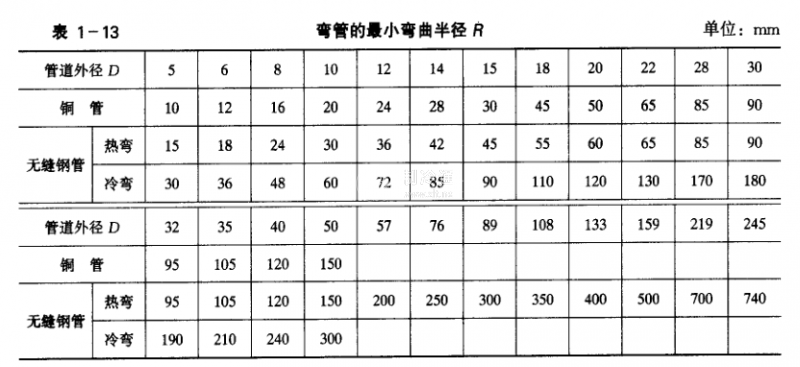
管道采用熱彎時,其彎曲半徑不得小于規定值。彎管的彎曲半徑參見圖1一65和表1一13。
如采用填沙的方法彎管時,彎管結束后應將管道內壁的沙子完全清除干凈,清除的方法可參照管道除污方法進行。
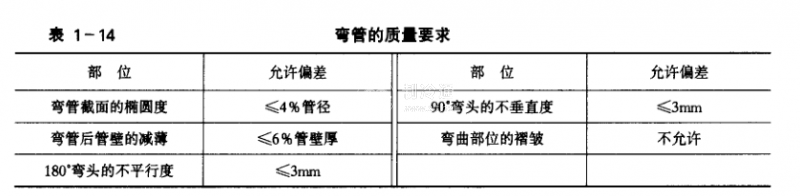
管子的彎曲角度要準確,彎曲處的外表面要平滑,沒有皺紋和裂紋;彎曲處管道的橫斷面上不應有明顯的減薄和變形。彎管在焊接時,焊口距彎曲起點的距離應大于100mmo彎管的制作質量應符合表1一14的要求。







