
彎管用砂子粒度選用不當
砂子粒度的大小應根據管徑的大小來選擇。細小的砂粒充實性好,但容易粘在管壁上;砂粒粗大,充實性差,但抗擠壓性強,不易被擠碎。因此,選用粒度合適的砂子是保證熱彎管質量的一個重要環節。
彎管用砂子粒度選用表見表2-6。

焊接彎頭的節數過少
焊接夸頭的角度不同,其焊接節數也不同,其最小焊接節數也不同,應根據相應的規定進行焊接彎頭的制作,以免影響焊接質量。
焊接彎頭的最少節數見表2-7。
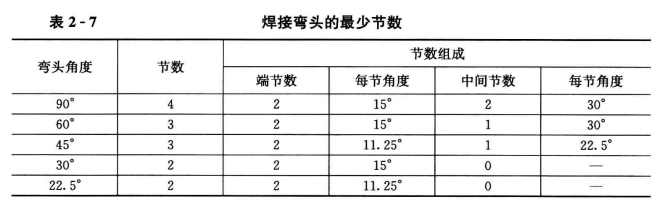
公稱直徑DN>400mm的焊接彎頭可增加中間節數,但其內側的最小寬度(也稱腹高)不得小于50mm。
大直徑管道要適當增加焊接彎頭的中間節數,節數越多,介質流動就越順暢,阻力會越小。
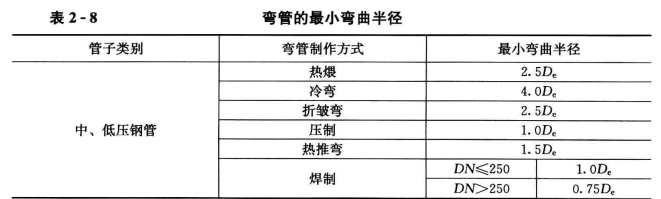
彎管的彎曲半徑過小
管道按照材質不同,育曲方式不同,其最小育曲半徑也不同,應按照規定要求的最小夸曲半徑進行夸管操作,否則會造成管子的斷裂。
不同材質的管子在不同彎管制作方式下的最小彎曲半徑,應符合表2-8中的規定。

人工熱彎溫度過高且未清砂
管子熱育的主要工序是灌砂、畫線、加熱彎曲及清砂。加熱彎曲時,應掌握適當的溫度,以免因溫度過高,導致鋼管報壞。彎管冷卻后,應立即將管內的砂子清除。管壁內粘有的砂粒應徹底清除,以免裝好后增加管內阻力或造成管道的堵塞,甚至損壞機器閥件等。
管子通常是在地爐中進行加熱。首先,將地爐中放入足量的優質焦炭,待燃燒正常后將管子放入爐內,并在加熱管段上蓋上薄鋼板,以減少熱損失。操作時應不斷轉動管子,不僅應使管子內的砂子燒透,而且要使管段受熱均勻。加熱時注意火不宜過急、過猛,應根據管材來確定加熱溫度,一般碳家鋼為900~1050℃、銅管為500~600℃、不銹鋼管為1000~1200℃。當管子燒成橙黃色且在加熱范圍內顏色均勻,即可進行彎曲。
待管子冷卻后,將砂子倒出并清理管內壁,可用小手錘輕輕敲打,也可用壓縮空氣吹凈夾砂。彎曲成形的彎管主要檢查橢圓度、壁厚減薄率、彎曲角度偏差和彎曲部分波浪度等是否符合要求。清除后的砂子應妥善保管,以備再用。







