
風管板材的畫線與剪切
1、手工畫線、剪切或機械化制作前,應對使用的材料(板材、卷材)進行線位校核。
2、應根據施工圖及風管大樣圖的形狀和規格,分別進行畫線。
3、板材軋制咬口前,應采用切角機或剪刀進行切角。
4、采用自動或半自動風管生產線加工時,應按照相應的加工設備技術文件執行。
5、采用角鋼法蘭鉚接連接的風管管端應預留6~9mm的翻邊量,采用薄鋼板法蘭連接或C形、S形插條連接的風管管端應留出機械加工成形量。
風管板材的拼接及接縫
風管板材拼接及接縫應符合下列規定:
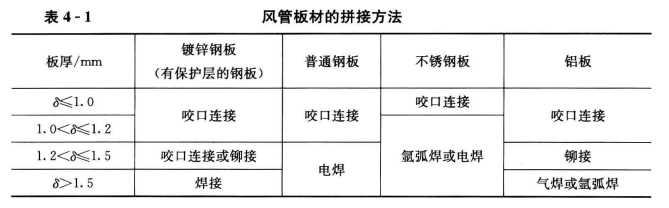
1、風管板材的拼接方法可按表4-1確定。
2、風管板材拼接的咬口縫應錯開,不應形成十字形交叉縫。
3、潔凈空調系統風管不應采用橫向拼縫。
風管板材的咬口連接
風管板材采用咬口連接時,應符合下列規定:
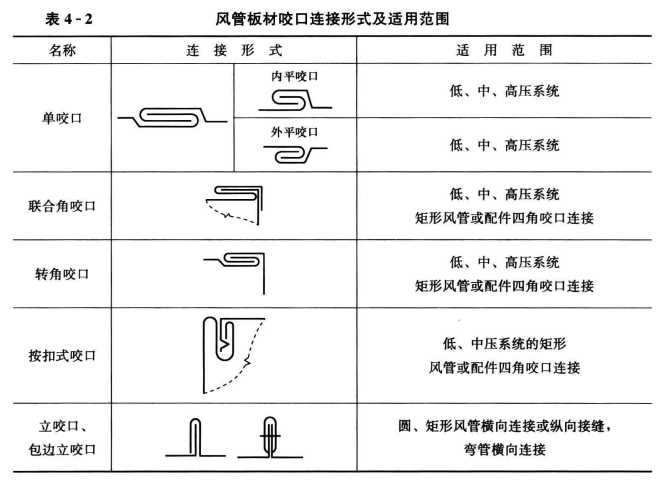
1、矩形、圓形風管板材咬口連接形式及適用范圍應符合表4-2的規定。
2、畫線核查無誤并剪切完成的片料應采用咬口機軋制或手工蔽制成需要的咬口形狀。折方或卷圓后的板料用合口機或手工進行合縫,端面應平齊。操作時,用力應均勻,不宜過重。板材咬合縫應緊密,寬度一致,折角應平直,并應符合表4-3的規定。

3、空氣潔凈度等級為1-5級的潔凈風管不應采用按扣式咬口連接,鉚接時不應采用抽芯鉚釘。
風管焊接連接
風管焊接連接應符合下列規定:
1、板厚大于1. 5mm的風管可采用電焊、氮弧焊等。
2、焊接前,應采用點焊的方式將需要焊接的風管板材進行成形固定。
3、焊接時宜采用間斷跨越焊形式,間距宜為100~150mm,焊縫長度宜為30~50mm,依次循環。焊材應與母材相匹配,焊縫應滿焊、均勻。焊接完成后,應對焊縫除渣、防腐,板材校平。







