
彎管模、導向模和壓緊模與被彎管子外徑不符
在使用電動彎管機育管時,所用的彎管模、導向模和壓緊模與被彎曲管子的外徑不符,容易導致加工后的彎管不符合質量要求。
電動彎管機彎管時,所用的彎管模、導向模和壓緊模必須與被彎曲管子的外徑相符。
被彎曲管子外徑大于60mm時,管內未放彎曲心棒
被彎曲管子外徑不同時,夸曲要求也不同。使用電動夸管機時,由于施工人員粗心或者缺乏相應的專業知識,當被夸曲管子外徑大于60mm時,可能未在管內放置彎曲心棒。
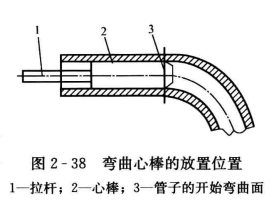
當被彎曲管子外徑大于60mm時,必須在管內放置彎曲心棒,心棒外徑比管子內徑小1-1. 5mm,放在管子起彎點稍前處;心棒的圓錐部分變為圓柱部分時的交線,要放在管子的起彎面上,如圖2-38所示。彎管時,心棒伸出過前會使心棒開裂;心棒伸出過后,又會使彎出來的彎管產生過大的圓度.心棒的正確位置可用試驗方法獲得。在使用心棒彎管時,在彎管前應將被彎管子管腔內的雜物清除干凈。有條件時,為減小心棒與管壁的摩擦,可在管子內壁涂少許潤滑油。
液壓彎管機彎曲的管子直徑過大
液壓彎管機的胎具簡單、輕便、動力大,可以彎曲直徑較大的管子。但在彎曲直徑較大的管子時,彎管斷面變形通常比較嚴重。
因此,液壓彎管機一般只用于彎曲外徑不超過50mm的管子。每次彎曲的角度不應超過90°,操作中最好把兩個管托間的距離調到剛好讓頂胎通過,若距離太短,則會造成頂胎頂在管托上而損壞彎管機;若距離太長,則在彎曲時管托之間的管段會產生彎曲變形,從而影響彎管質量。







