
(1)軸承合金的熔化
加熱溫度越高,處于溶液狀態(tài)越久,則合金被氧化的可能性也越大,則鑄造軸承合金后的質(zhì)量也愈差。防止措施有:
①熔化了的巴氏合金(軸承合金)表面用木炭遮蓋,可觀察木炭顏色掌握溫度不使過熱。合金溫度在400℃時(shí),木炭底層發(fā)紅,合金溫度達(dá)450℃時(shí)木炭底層呈赤熱狀態(tài)。此溫度較合適。合金溫度達(dá)490~500℃時(shí)木炭底層會(huì)燒焦成灰燼。
②合金在熔化過程中,禁止將浮起在上面的氧化物排除。熔化時(shí)間越快越好。
③應(yīng)采用口徑小的柑鍋,減少合金與空氣的接觸。
④定期投入硼砂并予以攪拌,使氧化物還原,并促使氧化物上浮。
(2)澆鑄方法
①用模型澆鑄軸承合金,就是軸承在0止的狀態(tài)下把熔化的合金澆到鑄模中去,見圖5-30。
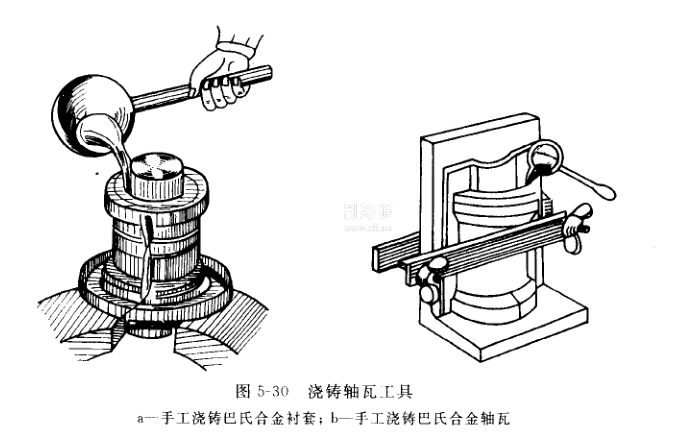
這種方法的缺點(diǎn)是鑄模的預(yù)熱難以保持技術(shù)要求。合金中易生氣孔和砂眼,澆出的合金層較厚。
②離心澆鑄法離心澆鑄是在專門的一個(gè)旋轉(zhuǎn)夾其中完成的,見圖5-31所示。
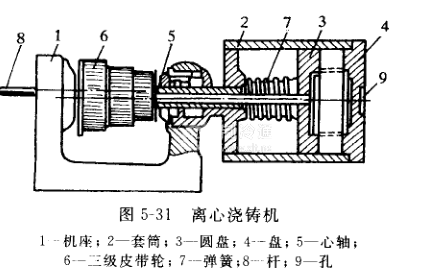
合金從澆口滾到旋轉(zhuǎn)中的軸瓦的鋼背表面,以摩擦力和離心力的作用在表面貼敷一層,直至結(jié)成固體。這種方法的優(yōu)點(diǎn)為:合金晶粒細(xì)致,韌性增高,合金層緊密,無氣孔砂眼,耐磨性好,磨擦系數(shù)低,但要特別注愈轉(zhuǎn)速,其轉(zhuǎn)速與軸瓦直徑有關(guān),見表5-14。轉(zhuǎn)速過快會(huì)發(fā)生偏折現(xiàn)象。

在離心澆鑄時(shí),熔化軸承合金過程以及準(zhǔn)備工作等都.與手工澆鑄時(shí)相同。
③對(duì)軸瓦的質(zhì)量要求:
a.澆鑄后的軸瓦應(yīng)有足夠的加工余量。
b.表面呈銀白色。
c.表面應(yīng)無光亮的大晶體。
d.合金與基本金屬結(jié)合牢固.若將澆鑄好的軸瓦吊起.用小錘敲打時(shí),發(fā)出清脆的聲音,便說明合金在鋼背上結(jié)合牢固。
e.合金上允許有個(gè)別的砂眼,但其深度不得超過3mm,數(shù)量不超過三個(gè),相距在10mm以上。
④澆鑄軸瓦合金時(shí),應(yīng)遵守的安全技術(shù)規(guī)則:
a.在使用鹽酸時(shí)必須謹(jǐn)慎.以免燒傷皮膚。
b.用酸腐蝕鋅時(shí),應(yīng)在室外進(jìn)行。
C.在配制酸溶液時(shí),必須將酸慢慢傾注在水里,而不應(yīng)將水傾注在酸里,否則會(huì)引起酸的強(qiáng)烈飛濺而燒傷皮膚。
d.澆鑄勺子浸入熔化的軸承合金之前應(yīng)當(dāng)烘干,因?yàn)闈裆鬃咏霑r(shí),會(huì)引起軸承合金飛濺而燒傷皮膚。
e.必須小心地、緩慢地將溫度計(jì)浸入合金槽中,并將溫度計(jì)放在熔槽表面預(yù)先加熱。







