
(1)管道的連接制冷系統管道的連接方法有焊接、法蘭連接、螺紋連接和喇叭口連接等。
①焊接:制冷系統管道的焊接方法有氣焊、電焊兩種。
無縫鋼管一般采用氣焊,管壁厚度超過3.5mm時可用電焊,管徑超過57mm的無縫鋼管可用氣焊。焊條的成分要和管材相適應,氣焊條常用0.8鋼氣焊條;Q235(A3)鋼管材可選用結422一424焊條;而16Mn鋼管材可選用結502,503,507焊條。銅管系統焊接時,銅管與銅管或鐵管的焊接可采用銀焊或銅焊。銀焊條選用銀基釬料(料303)、銀磷釬料(料204),銅磷釬料等。料303可使用劑101、劑102、劑103或翻砂為焊劑,銀磷釬料和銅磷釬料不必加焊劑。
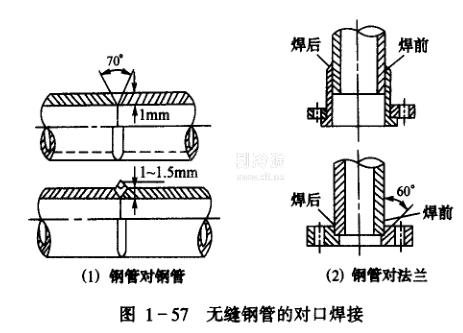
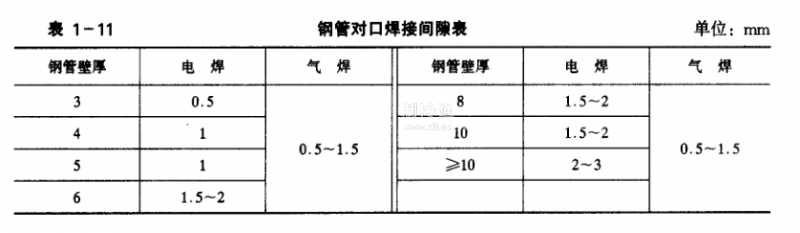
焊接大口徑鋼管時,為使焊接牢固需對焊,按管口進行鈍邊及30°一35°坡口處理,V型坡口為60°--70°。如圖1一57所示。管道焊接后應平直,不能有彎曲和錯口現象。焊接時管子對口應有一定的間隙(見表1一11)。為保證焊接質量,每一焊縫的修補不得超過兩次,否則應將焊口鋸掉,對管口進行處理并重新焊接。
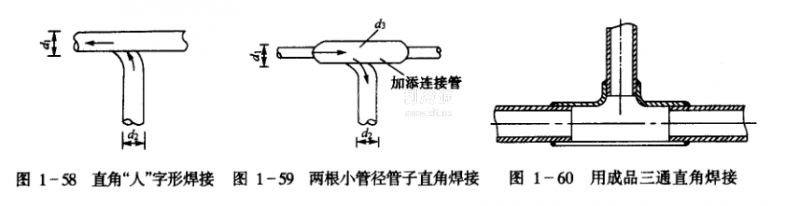
管道成直角焊接時應按制冷劑流動方向彎曲,以“人”字形接人(見圖1一58)。不同管
徑的管子直線連接時應使用異徑管接頭。兩根小管徑管子直角焊接時應用大一號管徑的管
子焊接,或使用成品三通管件連接,如圖1一59和圖1一60所示。
②法蘭連接:大管徑的管道與設備和閥門連接時應采用法蘭連接,凹凸面平焊法蘭采用Q235(A3)鋼制作,當工作溫度低于一20℃時,法蘭的材質應選用16Mn鋼。
法蘭表面應平整并相互平行,不得有裂紋,在凹口內須放置厚度為2-3nun的中壓石棉橡膠板墊圈,墊圈不得有厚薄不勻、斜面或缺口,墊圈安裝前應在冷凍油里浸過。
法蘭盤焊接時必須保證平直,其密封面與管道軸心的垂直偏差最大不允許超過0.5mm。
③螺紋連接:小外徑(管徑25mm及以下)管道與設備和閥門連接時可采用螺紋連接。
螺紋連接處應清除干凈,涂以氧化鉛與甘油調制的糊狀填料;或用聚四氛乙烯塑料帶作填料,然后進行管道連接。
填料不得涂進管內,嚴禁用白漆麻絲代替填料。
④喇叭口連接:連接管徑小于22mm的紫銅管時,可用漲管工具將管口做成喇叭口形狀(見圖1一61、圖1一62和圖1一63),用管接頭和接管螺母壓緊連接。
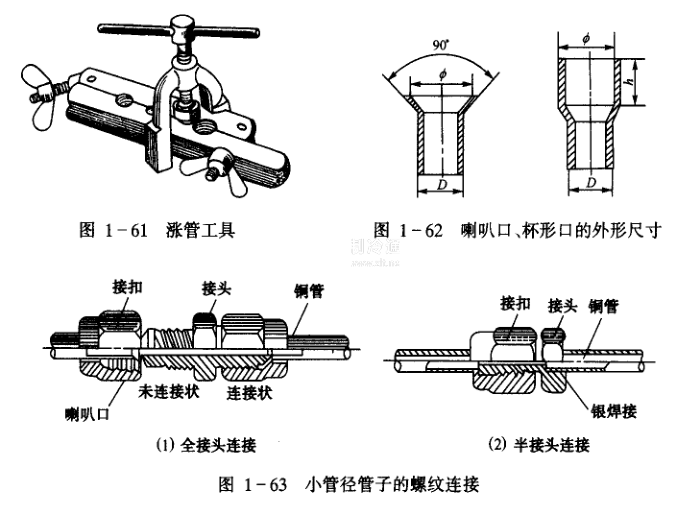
制作喇叭口時,先將接管螺母套在紫銅管上,再用漲管器將紫銅管管端制成喇叭口。制作前應將紫銅管端部進行退火處理,以免喇叭口處的管壁裂開。喇叭口制好后,將接管螺母與接頭擰緊即可。喇叭口的外徑尺寸見表1一12。








