殼管式冷凝器經(jīng)過(guò)一個(gè)時(shí)期的運(yùn)行后,管子的接口處會(huì)發(fā)生松馳和泄漏,管內(nèi)因銹蝕會(huì)發(fā)生裂縫或小孔等缺陷。檢查殼管式冷凝器的裂縫、小孔、腐蝕等,無(wú)法用鉆孔和截管法進(jìn)行檢查。只能用水壓或氣壓試驗(yàn)檢查。若發(fā)現(xiàn)管頭和多孔板結(jié)合處泄漏,可用粉筆記上標(biāo)志后再進(jìn)行修理.如檢查管子本身裂縫或小孔時(shí),可用氣壓檢查,即將加壓后的冷凝器裝滿水,看哪一根管子有氣泡,就是哪根管子泄漏。另外也可將使用中的冷凝器停水,用酚酞試紙?jiān)诿扛茏釉囼?yàn),找出哪一根管子泄漏。記錄后,進(jìn)行修理。
對(duì)于多孔鋼板處的管子發(fā)現(xiàn)泄漏時(shí),可采用焊接或更換新管的辦法修理。一般對(duì)脹管的冷凝器不采用焊接的辦法,可采用更換新管重新脹裝的辦法,如沒(méi)有新管更換,可采用重脹的方法。
管子本身有漏點(diǎn),其管子數(shù)目不多,因生產(chǎn)不能停止,或沒(méi)有備用管子時(shí),可將管子堵死,待大修時(shí)更換。
更換脹管時(shí),用鏨子鏨去管子的脹接部分,即可取出舊管子而不會(huì)損壞多孔鋼板。
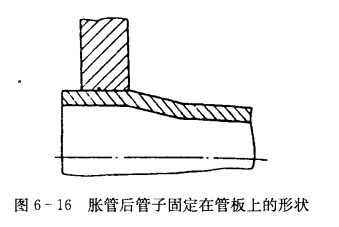
脹管前,把管子兩端約20~50mm的長(zhǎng)度,用砂紙或銼刀打磨光亮(但不得過(guò)分打磨以致影響其本身強(qiáng)度),除去灰塵、銹和油漬,使管子外壁與多孔鋼板口能良好的脹接。并把管頭200~250mm的一段退火,退火后用脹管器(見(jiàn)圖6-15)脹接在多孔板上,但必須注意管子須長(zhǎng)出多孔板平面1~2mm。板孔內(nèi)徑與管子外徑之差一般限度為0. 25~0. 75mm之間,小于和大于此數(shù)都是不允許的,以保證脹告的嚴(yán)密性。
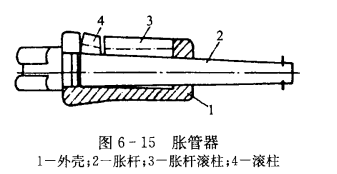
脹管時(shí)首先進(jìn)行管子的固定操作。把脹管器塞入管板內(nèi)的管孔中,使管板滾柱和管板對(duì)齊,殼上的止推盤與管頭保持10~ 20mm的距離。脹管器裝好后,用手推進(jìn)脹桿,使?jié)L柱脹開(kāi),把外殼穩(wěn)住,并與管子內(nèi)壁緊靠,然后用扳手轉(zhuǎn)動(dòng)脹桿,這時(shí)管柱在管中滾壓,并和外殼一起旋轉(zhuǎn)。整個(gè)脹管器向前移動(dòng),待管子脹大到與孔壁完全結(jié)合時(shí),脹管器外殼上的止推盤也就靠著管頭,并且頂著不動(dòng)(見(jiàn)圖6-16)。