管子冷調直法一般適用于DN50mm以下彎曲程度不大的管子。根據具體操作方法的不同可分為以下幾種:
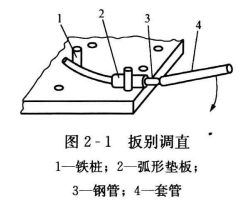
1.杠桿(扳別)調直法
將管子彎曲部位作支點,用手加力于施力點,如圖2-1所示,調直時要不斷變動支點部位,使彎曲管均勻調直而不變形損壞。
2.錘擊法
對于彎曲不嚴重且要求不高的管子,允許采用錘擊的方法在鐵砧上進行,由兩個工人配合完成,一人觀察,一人錘擊。操作時使用兩把錘子,一把頂在管子凹向的起點作支點,另一把用力敲打凸面高點。兩把錘子應隔一定的距離,不能對著打,防止將管子打扁。有經驗的管工經常在錘擊部位墊上硬質木塊進行錘擊調直。若長管有幾處彎曲部位,則需一個一個
地錘平,直到全部調直為止。
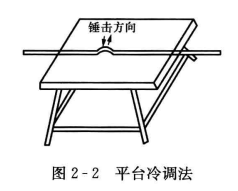
3.平臺法
長管冷調時可將管子放置在工作平臺上,如圖2-2所示。由兩個人配合操作,一人觀察管子彎曲部位,另一個人在他人指導下進行,用木榔頭錘擊彎處,為防止錘擊變形,不能用鐵錘,經過幾個翻轉即可將管子調直。
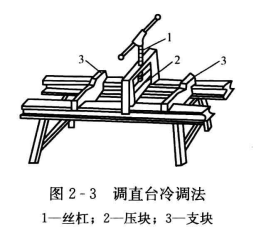
4.調直臺法
當管徑較大時,可用調直臺法調直,調直臺法也稱半機械調直法,如圖2-3所示。將管子的彎曲部位擱置在調直器兩支塊中間,凸部向上,支塊間的距離可根據管子彎曲部位的長短進行調整,再旋轉絲杠,使壓塊下壓,把凸出的部位逐漸壓下去。經過反復轉動調整,即可將管子調直。調直臺法的優點是調直的質量較好,并可減輕勞動強度。