管子的畫線、加熱和彎曲
1、畫線。畫線關系到各部尺寸和角度的正確性。管子畫線通常用白鉛油標出,也就是彎曲的部位等于加熱的部位,必須把彎頭前兩個擋管樁的距離留出來,實際的加熱長度為理論加熱長度加上2D(D為管子外徑)。
2、加熱。管子在加熱過程中應經常轉動,使加熱段圓周受熱均勻,加熱段用廢鐵皮蓋好,以便觀察管子加熱溫度,防止升溫過高和過快。要保證管內砂子和管壁溫度的一致性,碳素鋼管的加熱溫度為900~1000℃,即加至橘紅色或橙黃色,但不能超過1050℃。管子的加熱關系到彎曲弧的均勻性過渡、保證幾何尺寸及正確的彎曲半徑。它是彎管的重要環節之一,管子加熱時的發光顏色見表2-2。

3、彎曲。將加熱好的管子放到平臺上的兩個擋管間,必須抓緊時間,防止溫度下降,把不需要彎曲的管段用冷卻水冷卻。在擋管樁和管子之間墊上保護片(木板或鋼板),管子的支承點和卷物機牽引管子的鋼絲繩應放在一個平面上,彎曲所受的力必須均勻,管子中心線與拉力方向最好成90°,彎曲的管段按樣板形狀進行彎曲,樣板放到管子的中心線處,按樣板彎好的弧段用冷水冷卻,使該處不再繼續彎曲,讓彎曲不夠的地方和沒彎曲的地方繼續彎曲。
在彎曲過程中,有時會將管子彎得過度,這時可以沿著管子外側澆水,使其冷卻收縮而自行回彎,彎好的彎頭冷卻后,通常自行回彎3°~5°,故在彎管時應比樣板彎3°~5°,這樣冷卻后便會準確地符合所需要的彎曲角。然后,應在空氣中將活蓋上的一層干砂逐漸冷卻。由于加熱區管段的氧化層已被燒掉,因此應在加熱管段上涂一層機油,以防再次氧化。
如果彎第二個彎或多彎頭時,必須注意彎頭的位置關系。有的是同一個平面上,有的是在兩個相互垂直的平面上,也可能是兩個相互傾斜的平面上或相互平行的平面上。在彎曲這類管的過程中,不僅要注意每個彎曲角度和尺寸的準確性,同時還必須注意相互位置關系的方向性,在彎第二個彎畫線時,應以第一個彎做基準來測量尺寸,而不能以管端做基準尺寸測量。在彎曲第二個彎時,絕不能讓第一個彎受力;否則,其角度將發生變化。
熱彎管后的熱處理及質量檢查
對壓力較高的碳鋼、合金鋼管及不銹鋼管熱彎成形后,必須進行熱處理,以消除彎管時殘留的有害應力,把彎好的彎管放到熱爐內加熱至50~700℃左右,然后取出在爐外空氣中緩慢冷卻。不含穩定劑(欽、妮)的不銹鋼管熱彎后進行處理的主要目的,是防止加熱部分產生晶間腐蝕。熱處理的方法是將彎好的彎頭加熱段再加熱到1100-1150℃,然后迅速用水冷卻。
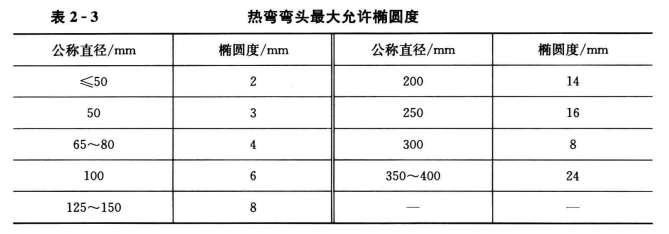
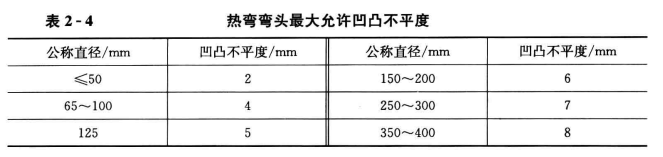
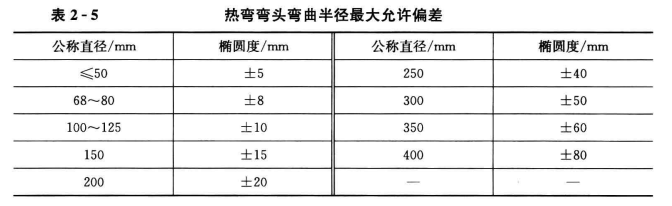
熱彎彎頭的性能要求見表2-3~表2-5。